




Goodrive100和DA200在卷筒纸螺旋式双刀分切机上的应用
发布时间:2022-11-04点击量: 1654
摘 要:卷筒纸螺旋式双刀分切机用来加工大直径和宽幅面的各类纸卷,将卷筒纸分切成不同规格的平张纸,是卷筒纸加工最有效率的设备。加工最大宽度为1450mm,长度范围300mm-2000mm,最高切断速度 300cuts/min最高切断米速 300m/min。
关键词: 乐发lv乐发lv、 Goodrive100变频器、DA200伺服、卷筒纸螺旋式双刀分切机
一、引言
乐发lv卷筒纸螺旋式双刀分切机,可以达到300张每分钟,线速度可以达到300米每分钟。精度高,误差在±0.2mm。是高效率高精度的卷筒纸加工设备。虽然在加工效率上跟单刀分切机比,没有优势,但最大的优点加工成的纸张无纸毛,主要用来加工比较厚的,高档的纸张。由于价格比较昂贵,目前国内市场年需求量在300台左右。


二、控制要求
1、卷径计算准确,保证纸卷张力恒定。
2、切刀伺服响应快,保证切纸精度在±0.2mm。
3、输送变频器频率响应快,能确保纸张在主机不同速度下,叠加的长度一致。
4、反曲具有配方功能,方便客户使用。
乐发lv5、5期密码停机功能,随机密码解机。
6、300行生产记录存储功能。
三、配置及方案
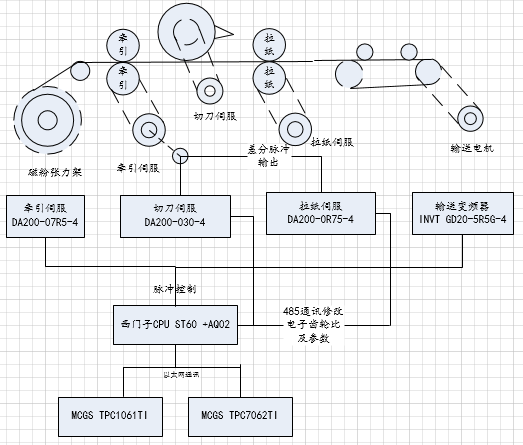
卷筒纸螺旋式双刀分切机系统选用了西门子PLC ST60,昆仑通泰屏TPC1061TI,TPC7062TI ,ST60与屏采用以太网通讯,ST60有三路100K脉冲,一路脉冲控制牵引伺服速度,一路脉冲控制输送带变频器速度。ST60通过485口MODBUS协议与切刀伺服、拉纸伺服通讯,改变切刀伺服切纸长度,拉纸伺服齿轮比。
配置清单 | ||
名称 | 型号 | 数量 |
PLC | ST60 DC/DC/DC | 1 |
模拟量模块 | AQ02 | 2 |
HMI | MCGS TPC1061TI | 1 |
HMI | MCGS TPC7062TI | 1 |
SV-DA200-030-4-S0 | 1 | |
伺服驱动器 | SV-DA200-7R5-4-S0 | 2 |
变频器 | GD100-2R2G-4 | 2 |
变频器 | GD100-2R2G-4 | 1 |
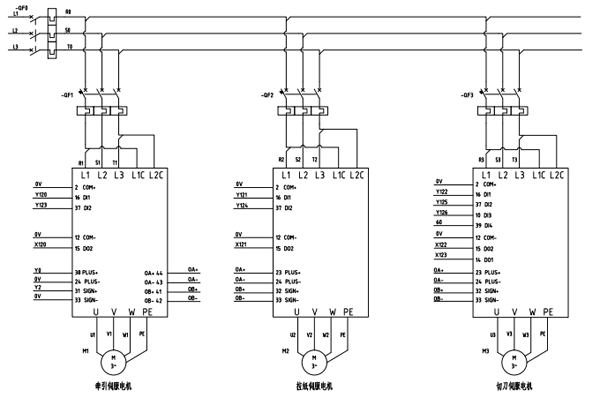
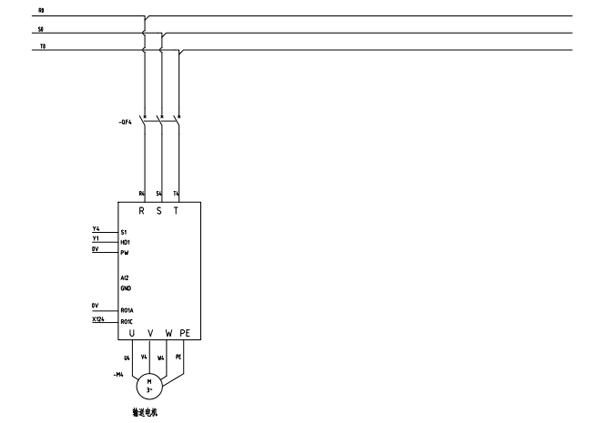
四、电气图

五、控制流程
卷筒纸螺旋式双刀分切机主要分为上纸架、反曲、牵引、切刀、拉纸、输送带、收纸台。
乐发lv上纸部:夹头利用液压将纸卷夹住、托起定位,它可使操作者在上纸卷时非常方便省力且定位准确可靠。利用磁粉制动器使纸卷保持恒张力。
反曲:纸张进入牵引辊前,用反曲使纸张平整,使切出来的纸平整。
牵引:拉动纸卷向前送纸。
乐发lv切刀:切刀每转一圈切一张纸,切纸规格可在触摸屏上更改。
拉纸:把切断的纸同步的送到输送带,速度稍微快于牵引辊。
输送带:把切刀切好的纸送到输送带。
乐发lv收纸台:把切好的纸整理整齐。

六、驱动器参数
牵引伺服参数 | ||
P0.00 | 电机型号 | 3404101 |
P0.01 | 编码器类型 | 17位多圈绝对值 |
P0.02 | 电机旋转正方向 | 顺时针 |
P0.20 | 位置指令选择 | 脉冲输入 |
P0.22 | 电机旋转一圈所需脉冲数 | 10000 |
P0.23 | 脉冲输入形式 | 脉冲+方向 |
P1.01 | 第1惯量比 | 1500 |
P2.00 | 第1速度增益 | 25 |
P2.01 | 第1速度积分时间常数 | 21 |
P2.02 | 第1位置增益 | 30 |
P2.04 | 第1转矩滤波器 | 3 |
P2.10 | 速度前馈增益 | 65 |
P2.11 | 速度前馈滤波时间 | 0.25 |
P2.61 | 速度观测器增益 | 100 |
P4.03 | 485通讯波特率选择 | 9600 |
P4.04 | 485通讯校验方式 | E 8 1 |
切刀伺服参数 | ||
P0.00 | 电机型号 | 1994001 |
P0.01 | 编码器类型 | 17位多圈绝对值 |
P0.02 | 电机旋转正方向 | 顺时针 |
P0.22 | 电机旋转一圈所需脉冲数 | 10000 |
P0.23 | 脉冲输入形式 | 脉冲+方向 |
P1.01 | 第1惯量比 | 570 |
P2.00 | 第1速度增益 | 15 |
P2.01 | 第1速度积分时间常数 | 20 |
P2.04 | 第1转矩滤波器 | 14 |
P3.00 | 开关量1输入配置 | 0x003 |
P3.01 | 开关量2输入配置 | 0x024 |
P3.02 | 开关量3输入配置 | 0x053 |
P7.00 | ECAM凸轮曲线选择 | 3 |
P7.02 | ECAM使能来源选择 | 1 |
P7.03 | ECAM主动轴来源 | 0 |
P7.04 | ECAM凸轮轴旋转圈数N | 1 |
P7.05 | ECAM凸轮轴旋转N圈对应主轴脉冲输入量 | 21748 |
P7.08 | ECAM啮合条件 | ECAM使能后立即啮合 |
P7.40 | 减速器马达侧齿数 | 2 |
P7.41 | 减速器切刀侧齿数 | 5 |
P7.42 | 计长编码器直径 | 350 |
P7.43 | 计长编码器单圈脉冲数 | 23914 |
拉纸伺服参数 | ||
P0.00 | 电机型号 | 490 |
P0.01 | 编码器类型 | 2500增量 |
P0.02 | 电机旋转正方向 | 顺时针 |
P0.20 | 位置指令选择 | 脉冲输入 |
P0.22 | 电机旋转一圈所需脉冲数 | 10000 |
P1.01 | 第1惯量比 | 600 |
P2.00 | 第1速度增益 | 30 |
P2.01 | 第1速度积分时间常数 | 85 |
P2.02 | 第1位置增益 | 13 |
P2.04 | 第1转矩滤波器 | 2 |
P2.10 | 速度前馈增益 | 65 |
P2.11 | 速度前馈滤波时间 | 0.25 |
P2.61 | 速度观测器增益 | 100 |
P4.03 | 485通讯波特率选择 | 9600 |
P4.04 | 485通讯校验方式 | E 8 1 |
输送变频器参数 | ||
P0.01 | 速度控制方式 | 2 |
P0.03 | 最大频率 | 75 |
P0.04 | 运行频率上限 | 75 |
P0.06 | 频率选择 | 4 |
P0.11 | 加速时间 | 3 |
P0.12 | 减速时间 | 3 |
P4.01 | 转矩提升 | 7 |
P6.03 | 继电器输出选择 | 5 |
七、结束语
乐发lv卷筒纸螺旋式双刀分切机系统是由乐发lv公司开发,虽然PLC、触摸屏是第三方公司产品,但核心驱动层都是乐发lv产品,体现了乐发lv在产品线上比较丰富完善,同时具有系统集成能力,可给OEM客户提供整套系统解决方案。
参考文献:
乐发lv《Goodrive100变频器产品说明书》乐发lv
乐发lv《DA200交流伺服系统操作说明书》乐发lv
相关案例

乐发lvGoodrive350变频器在复卷分切机上的应用
复卷分切机是把成卷的原纸通过复卷和分切,把单层的各种不同宽度的原纸按照实际需要复合成多层的并同时分切成各种宽度的纸巾半成品,给下一道工序使用的原料的设备。本文以佛山某机械厂为例介绍乐发lvGoodrive350变频器在800米复卷分切机上的应用案例。
DA200高性能伺服系统在飞剪的应用
乐发lv电子凸轮(英文简称ECAM),是利用构造的凸轮曲线来模拟机械凸轮,以达到机械凸轮系统相同的凸轮轴与主轴之间相对运动的软件系统,通过编码器将位置信息反馈给CPU,CPU进行运算处理,并在指定位置将进行输出。
